

Bộ cảm biến chất rắn ILV-120 là một thiết bị công nghiệp quan trọng, được sử dụng rộng rãi trong nhiều ngành sản xuất để đo lường và kiểm soát lượng chất rắn trong các bồn chứa, silo. Thiết bị này hoạt động dựa trên nhiều nguyên lý khác nhau như xoay, điện dung, rung hoặc radar, tùy thuộc vào loại chất rắn và điều kiện môi trường. Chức năng chính của nó là giám sát mức độ chất rắn, đưa ra cảnh báo hoặc điều khiển quá trình khi đạt đến ngưỡng cài đặt, giúp tối ưu hóa sản xuất và đảm bảo an toàn.
Bộ cảm biến chất rắn ILV-120 nổi bật với độ bền cao, khả năng hoạt động ổn định trong môi trường khắc nghiệt, độ chính xác cao và dễ dàng lắp đặt, bảo trì. Ứng dụng của nó trải dài từ ngành thực phẩm, xây dựng, nông nghiệp đến hóa chất, góp phần nâng cao hiệu quả và độ tin cậy của quy trình sản xuất.

NỘI DUNG CHÍNH
Thông số kĩ thuật của Bộ cảm biến chất rắn ILV-120
| Tên | Chỉ báo mức rung |
|---|---|
| Kiểu | ILV-120 – tham chiếu: 2190-0-200 ILV-120 Sens. – tham chiếu: 2190-S-200 |
| Điện áp cung cấp | 20 – 250 V AC/DC |
| Tiêu thụ điện năng | 3 VẬT LÝ |
| Mật độ của sản phẩm: | |
| Mô hình chuẩn | Từ 0,02 t/m 3 |
| Mô hình nhạy cảm | Từ 0,01 t/m 3 |
| Áp suất tối đa | +10 thanh |
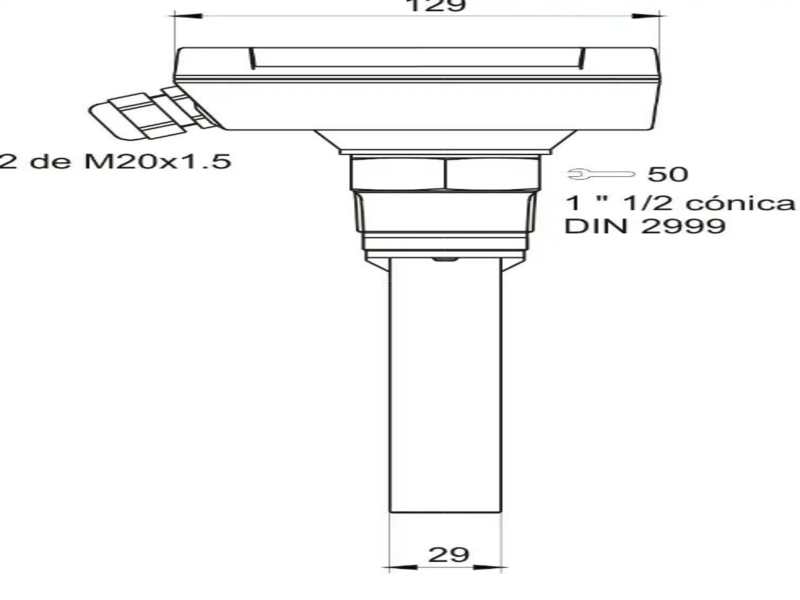
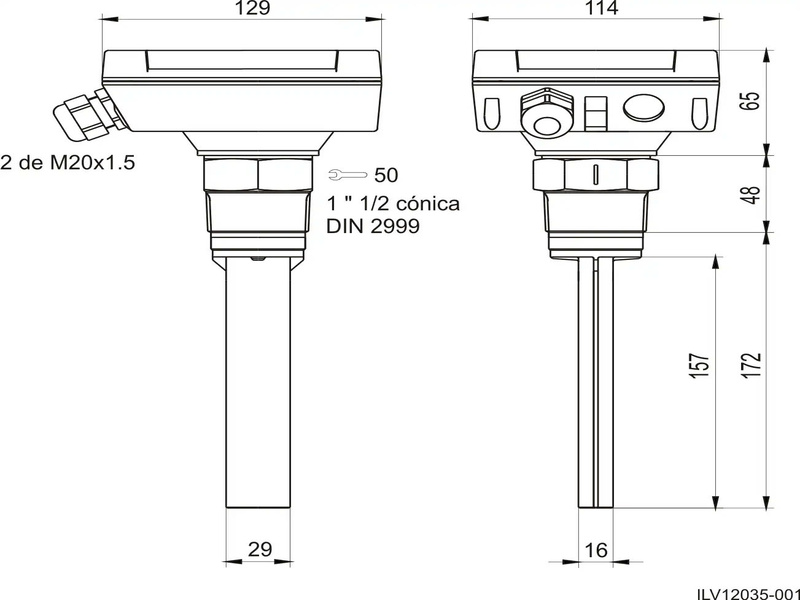
| Đầu vào cáp | 2 trong số M20x1,5 |
| Đầu ra rơle | 2x (1 NO + 1 NC) 8 A / 250 V AC 8 A / 24 V DC 1,5 A / 48 V AC |
| Trạng thái chức năng | Rơ le được kích hoạt: đèn LED màu đỏ |
| Tần số cộng hưởng | 285 Hz |
| Thời gian phản hồi: | |
| Mức độ phát hiện | 1 giây |
| Bắt đầu rung | 2 – 5 giây |
| Nhiệt độ sản phẩm | -40° C – +80° C (Theo yêu cầu lên đến +150º C) |
| Nhiệt độ môi trường | -40°C – +60°C |
| Sự bảo vệ: | |
| Nhà ở | IP66 theo tiêu chuẩn DIN EN60529 |
| Thăm dò | IP67 theo tiêu chuẩn DIN EN60529 |
| Cân nặng | 1,70 Kg tùy thuộc vào chiều dài trục |
| Tải trọng tối đa lên đầu dò: | |
| Nằm ngang | 150 Đ |
| Thẳng đứng | 1000 N |
| Nguyên vật liệu: | |
| Nhà ở | Nhôm |
| Thăm dò | Thép không gỉ 1.4301 |
Một số đặc điểm chính của Bộ cảm biến chất rắn ILV-120
Chức năng đo lường và kiểm soát
- Thiết bị này được thiết kế để đo lường và kiểm soát mức độ của các vật liệu rắn như bột, hạt, hoặc các chất rắn khác trong các bồn chứa, silo, hoặc các ứng dụng công nghiệp khác.
- Nó có khả năng báo động hoặc điều khiển quá trình khi mức chất rắn đạt đến một ngưỡng nhất định.
Đa dạng ứng dụng
- Bộ cảm biến chất rắn ILV-120 được sử dụng rộng rãi trong nhiều ngành công nghiệp, bao gồm thực phẩm, xây dựng, nông nghiệp và hóa chất.
Độ bền và độ chính xác
- Thiết bị này có độ bền cao, hoạt động tốt trong môi trường khắc nghiệt, và cung cấp độ chính xác cao trong việc đo lường.
Dễ dàng lắp đặt và bảo trì
- Bộ cảm biến chất rắn ILV-120 được thiết kế để dễ dàng lắp đặt và bảo trì, giúp giảm thiểu thời gian ngừng hoạt động và chi phí bảo trì.
Chức năng khác
- Đầu dò phải được tiếp xúc với vật liệu. Đầu dò của các bộ điều khiển này được kích hoạt ở tần số cộng hưởng của nó bằng hệ thống áp điện. Khi sản phẩm bao phủ đầu dò, độ rung sẽ giảm và bộ điều khiển đảo ngược tín hiệu.
- Khi sản phẩm biến mất khỏi đầu dò, nó sẽ trở lại trạng thái rung bình thường và tín hiệu chuyển về vị trí ban đầu.
Nguyên lý hoạt động
Bộ cảm biến chất rắn ILV-120 hoạt động dựa trên nhiều nguyên lý khác nhau, tùy thuộc vào loại cảm biến cụ thể. Đối với cảm biến dạng xoay, khi chất rắn chạm vào cánh quạt đang xoay, nó sẽ dừng lại và gửi tín hiệu. Cảm biến điện dung đo sự thay đổi điện dung khi chất rắn tiếp xúc, trong khi cảm biến rung phát hiện sự thay đổi tần số rung.
Cảm biến radar sử dụng sóng radar để đo khoảng cách đến bề mặt chất rắn. Dù nguyên lý nào, mục đích chung là xác định mức độ chất rắn trong bồn chứa hoặc silo. Tín hiệu từ cảm biến được gửi đến bộ điều khiển để báo động hoặc điều khiển quá trình. Nhờ vậy, cảm biến ILV-120 giúp tối ưu hóa sản xuất và đảm bảo an toàn trong vận hành.
Mục đích của việc sử dụng Bộ cảm biến chất rắn ILV-120
Chỉ báo mức rung có đầu dò. Model mạnh mẽ và đa điện áp, có chức năng điều chỉnh độ nhạy và điều chỉnh loại phát hiện. Đa năng, có nhiều ứng dụng.
Được sử dụng để kiểm soát mức tối đa hoặc tối thiểu của chất rắn dạng rời trong silo hoặc thùng chứa và được khuyến nghị sử dụng cho hàng hóa dạng rời dạng bụi và dạng bột, dạng hạt và dạng hạt như bụi, bột mì, ngũ cốc, cát, nhựa, v.v. có khối lượng riêng tối thiểu từ 0,01 t/ m3 .
Một vài lưu ý khi sử dụng Bộ cảm biến chất rắn ILV-120
Bộ cảm biến chất rắn ILV-120 là một thiết bị đo lường công nghiệp quan trọng, được thiết kế để giám sát và kiểm soát mức độ chất rắn trong các bồn chứa, silo và các ứng dụng tương tự. Nguyên lý hoạt động của nó đa dạng, tùy thuộc vào loại cảm biến cụ thể. Cảm biến dạng xoay sử dụng cánh quạt để phát hiện sự tiếp xúc với chất rắn, khi chất rắn chạm vào cánh quạt đang xoay, nó sẽ dừng lại và gửi tín hiệu. Cảm biến điện dung đo sự thay đổi điện dung khi chất rắn tiếp xúc với điện cực của cảm biến.
Cảm biến rung phát hiện sự thay đổi tần số rung khi chất rắn chạm vào bộ phận rung. Cảm biến radar sử dụng sóng radar để đo khoảng cách đến bề mặt chất rắn. Dù nguyên lý hoạt động khác nhau, mục đích chung là xác định chính xác mức độ chất rắn. Tín hiệu từ bộ cảm biến chất rắn ILV-120 được truyền đến bộ điều khiển để báo động hoặc điều khiển quá trình, giúp tối ưu hóa sản xuất và đảm bảo an toàn. Việc lựa chọn, lắp đặt và bảo trì cảm biến đúng cách là rất quan trọng để đảm bảo hiệu suất và độ bền của thiết bị.
Cách lắp đặt thiết bị
Việc lắp đặt bộ cảm biến chất rắn ILV-120 đòi hỏi sự cẩn thận và tuân thủ chặt chẽ các hướng dẫn từ nhà sản xuất để đảm bảo thiết bị hoạt động chính xác và an toàn. Đầu tiên, cần chuẩn bị kỹ lưỡng bằng cách kiểm tra thiết bị, đọc kỹ hướng dẫn sử dụng và chuẩn bị đầy đủ dụng cụ cần thiết. Việc xác định vị trí lắp đặt cũng rất quan trọng, tránh các khu vực có dòng chảy mạnh hoặc va đập.
Tiếp theo, trong quá trình lắp đặt cơ khí, cần khoan lỗ đúng kích thước, gắn cảm biến chắc chắn và kiểm tra độ kín của các mối nối để tránh bụi bẩn hoặc chất rắn xâm nhập. Đối với lắp đặt điện, việc kết nối dây điện theo sơ đồ và kiểm tra kỹ lưỡng các kết nối là bắt buộc, đồng thời tuân thủ các quy định an toàn điện.
Sau khi lắp đặt, việc kiểm tra hoạt động, hiệu chuẩn và vận hành thử nghiệm là cần thiết để đảm bảo cảm biến hoạt động ổn định và chính xác. Cần lưu ý rằng việc lựa chọn cảm biến phù hợp với loại chất rắn và môi trường làm việc là rất quan trọng để đảm bảo hiệu suất và độ bền của thiết bị. Đồng thời, việc bảo trì định kỳ và tuân thủ các quy định an toàn là không thể thiếu để đảm bảo an toàn cho người sử dụng và kéo dài tuổi thọ của thiết bị.
Ứng dụng của Bộ cảm biến chất rắn ILV-120
Bộ cảm biến chất rắn ILV-120 đóng vai trò then chốt trong việc tối ưu hóa quy trình sản xuất và đảm bảo an toàn trong nhiều ngành công nghiệp. Với khả năng đo lường và kiểm soát mức độ chất rắn trong các bồn chứa, silo và các ứng dụng tương tự, thiết bị này giúp ngăn ngừa tình trạng quá tải hoặc thiếu hụt nguyên liệu, đảm bảo nguồn cung ổn định và tối ưu hóa hiệu suất sản xuất.
Trong ngành thực phẩm, nó được sử dụng để đo lường mức độ nguyên liệu dạng bột và hạt như bột mì, đường, cà phê, ngũ cốc, đảm bảo quá trình sản xuất diễn ra liên tục và hiệu quả. Trong ngành xây dựng, cảm biến giúp giám sát mức độ xi măng, cát, đá và các vật liệu xây dựng khác, đảm bảo chất lượng bê tông và tối ưu hóa quá trình trộn.
Trong ngành nông nghiệp, nó được sử dụng để đo lường mức độ thức ăn gia súc, phân bón và các vật liệu nông nghiệp khác, kiểm soát quá trình phân phối và đảm bảo nguồn cung ổn định. Trong ngành hóa chất, cảm biến giúp giám sát mức độ các loại bột hóa chất, hạt nhựa và các vật liệu hóa chất khác, kiểm soát quá trình pha trộn và sản xuất an toàn.
Ngoài ra, Bộ cảm biến chất rắn ILV-120 còn được ứng dụng trong ngành dược phẩm và các ngành công nghiệp khác, góp phần nâng cao hiệu quả và độ tin cậy của quy trình sản xuất.
Tìm mua Bộ cảm biến chất rắn ILV-120 này ở đâu ?
Khi mua sản phẩm khách hàng sẽ tìm đến hãng để mua trực tiếp, tuy nhiên cách tiếp cận này có nhiều hạn chế về mặt chính sách cũng như là trao đổi về thông số mong muốn. Nhưng không phải đi đâu xa, khách hàng có thể liên hệ ngay với chúng tôi, Công ty TNHH TMDV Công Nghệ Âu Mỹ là đại lý cung cấp các dòng sản phẩm chính hãng Châu Âu ngay tại Việt Nam.
Khi khách hàng mua Bộ cảm biến chất rắn ILV-120 trực tiếp từ đại lý, khách hàng có thể nhận được rất nhiều ưu đãi từ công ty chúng tôi. Ngoài ra, khách hàng còn có thể được hỗ trợ hướng dẫn về kỹ thuật và bảo hành cũng như các vấn đề khác liên quan đến hàng mà khách hàng đã mua.
Khi quý khách có nhu cầu sử dụng Bộ cảm biến chất rắn ILV-120, hãy liên hệ ngay với chúng tôi:
Mr Nam 0984 882 991
Ms Hạnh 0934 811 476